铝膜具有很多优异的材料特性,特别是高温稳定性,化学稳定性和低导热性。如今,铝膜作为耐磨损涂层材料被广泛应用在硬质合金刀具方面。尽管铝膜具有这些优异的特性,但是铝并没有被广泛地应用。主要原因是当今的产业标准仍然是建立在CVD工艺基础上的。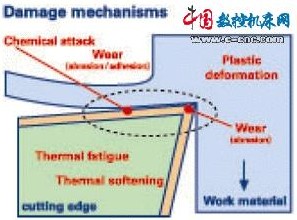
尽管CVD工艺具有很多优点,但是其主要的不足之处在于工艺过程的高温(1000℃)。豪泽公司开发的工艺过程,能够在350~600℃下,通过PVD溅射方法沉积氧化铝。这一开发结果很大程度上拓展了其应用范围。自从2005年,豪泽公司公布在Al2O3的PVD涂层方面取得重大突破以后,豪泽公司与世界领先刀具制造商合作开展试验项目以及和模具用户开展铝铸模试验。下面将对这个通过电弧和溅射技术相结合得到的涂层的特性及性能试验结果做以介绍。
磨损情况
在切削过程中,刀具将承受几方面的磨损,如图。
刀具本身必须要承受高温,高压,磨损和热振荡的影响。在切削过程中,刃口温度将超过1000℃。在此高温下,刀具的强度及其它性能将被降低,并导致刀具和工件之间的化学反应。切削过程总是伴有摩损的发生,刀具和被切削工件间的压力能够达到大于140bar(2000PSI)。磨损示例。
热振荡-刀具受急冷急热。在铣削加工中普遍发生,刀具在切削过程中被加热,然后在离开切削面时被冷却。在铣削和车削断续的被加工表面时,会发生机械振荡。根据切削操纵和被切削工件条件的不同,机械振荡时常发生。粘结磨损发生在工件与刀具发生粘结时(产生积屑瘤)。粘结。
CVD和PVD的氧化铝涂层
如今,刀具的CVD氧化铝涂层在产业上得到广泛应用,其性能也得到广泛认知。氧化铝涂层具有很高的硬度(尤其是在高温下),高温稳定性(>1000℃),化学稳定性和低导热率,通过获得氧化铝涂层,镀铝刀具的性能得到很大进步。
然而,CVD工艺过程需要在高温下进行,800~1000℃。这就限制了CVD工艺在硬质合金刀具上的应用。由于高温将导致硬质合金刀具韧性的降低而变脆。PVD工艺过程因其较低的沉积温度,400~600℃,比较CVD工艺过程有明显的优点。
PVD工艺制作氧化铝涂层的主要限制因素在于沉积过程中沉积在涂层系统内部所有表面的尽缘层的存在,包括工件,工件夹具,靶材腐蚀面和真空腔室内壁。这将导致由于靶材“中毒”和阳极消失而发生的偏压电源和阴极(电弧)电源的不稳定。解决此题目比较成功的两个技术是:RF(射频)溅射和BP-DMS(两极脉冲孪生靶溅射)。
设备
PVD氧化铝涂层以较高的沉积速率(短工作周期)沉积尽可能小的γ-相氧化铝。系统保证能够在高温下运行并且技术本身本钱不高。单阴极系统有利于使现存设备升级到可镀氧化铝的涂层设备。
豪泽公司的T-模式控制系统可使在含氧沉积过程中保持靶材表面处于转换模式。这就要求特殊的阴极设计和闭合磁场内的非平衡磁控。运用特殊的控制系统以得到最佳的反应气体的引进。此系统在两年时间内已经在一些正常生产的设备上得到验证。
涂层的优化
最初的工作集中在建立正确的铝-氧配比方面。并对于影响工艺过程的一些参数进行了研究,如偏压,UBM线圈电流,温度,气体分压(氩气/氧气)及阴极电源等。
离子轰击影响涂层的硬度,而离子的轰击能量受到偏压的影响。这个偏压应足够高,但是又不能过高,避免发生氩离子注进。鉴于涂层是尽缘体,使用脉冲偏压。同时脉冲偏压也可以限制电弧对工件的影响。考虑到涂层的厚度和硬度,应该最优化偏压的设计。偏压对涂层硬度的影响。
溅射镀膜获得的顶层涂层相对比较平整。电弧镀膜获得底层涂层,其粗糙的地方可以被顶层涂层得以改善。由于铝较低的熔点轻易在电弧镀膜,甚至是脉冲电弧镀膜过程中产生“液滴”,所以溅射镀膜的铝涂层比电弧镀膜获得的铝涂层要平整。由于需要高的离子密度以得到高硬度的铝涂层,这里使用孪生磁控溅射(在一台设备内使用两个阴极)或者是使用闭合磁场布局。在后一种情况下,通过非平衡磁控的磁场内的等离子体条件下获得了高离子密度。离子密度可以通过磁场线圈的电流来调整。为了形成闭合磁场,每个相邻的UBM线圈产生方向相反的磁场。对应阴极也相应设计。丈量偏压电流的改变可以丈量到电离密度的增强程度。通过此方法,进步了涂层的硬度。进步线圈电流可以增加偏压电流,直到磁场强度达到饱和。达到饱和点后,进步线圈电流不再增加偏压电流。饱和后的情况可以在涂层的硬度上体现出来。
性能测试
Calo试验中底层的AlTiN和顶层的Al2O3很好的结合。,透明的Al2O3涂层干涉环。
对涂层做了SEM(扫描电子显微镜)和HRTEM(高分辨透射电镜)检测。断面图清楚地表示出刀片上AlTiN 和 Al2O3的结构。表示HRTEM分析的TiAlN-Al界面。从中可以看出Al层和fcc晶体结构TiAlN很好的结合情况。另外,通过GIXRD(低负X射线衍射法) 和 SAED(选区电子衍射像法)结构分析表明是γ-相非晶体氧化铝涂层。晶格尺寸5~10nm。
产业应用远景-铝压铸模
最近,AlTiN+AlOx涂层被用来沉积在铝压铸模上,并且对性能做了测试。
传统方法是铝压铸用模具用真空渗氮,加上金属电镀的方法进步耐摩擦性能。使用PVD方法制造的铝制泵体用模具能够承受9000次铸模,直到模具表面磨损到不能使用的程度。磨损机理是模具浇口由于高注射压力而出现的磨损。与铝的粘结磨损占磨损的很大比重。由于铸模温度很高>600℃,也存在热磨损。在修磨和重新电镀后,工作寿命下降到4500次。AlTiN+Al2O3涂层能够很好地防止热破裂的发生。此涂层的另一个优点是热稳定性,可以防止铝粘结到模具表面。模具的均匀使用寿命被进步了一倍。
总结
T-模式技术实现了在>450℃,高沉积速率情况下沉积γ-相氧化铝。
涂层得到了理想的性能。离化率是得到高硬度晶状体涂层的主要因素。
现场刀片的试验表明在切削加工方面此涂层很好的性能。
对不锈钢,Ti合金和Ni合金的切削性能有明显进步。
现场试验表明此涂层对铝铸模性能明显的进步。
减少积屑瘤和进步抗磨损能力方面有明显进步。